






Tel/联系电话:0086+199-5872-7687

一、16Mo3 是一种什么无缝钢管合金材质?
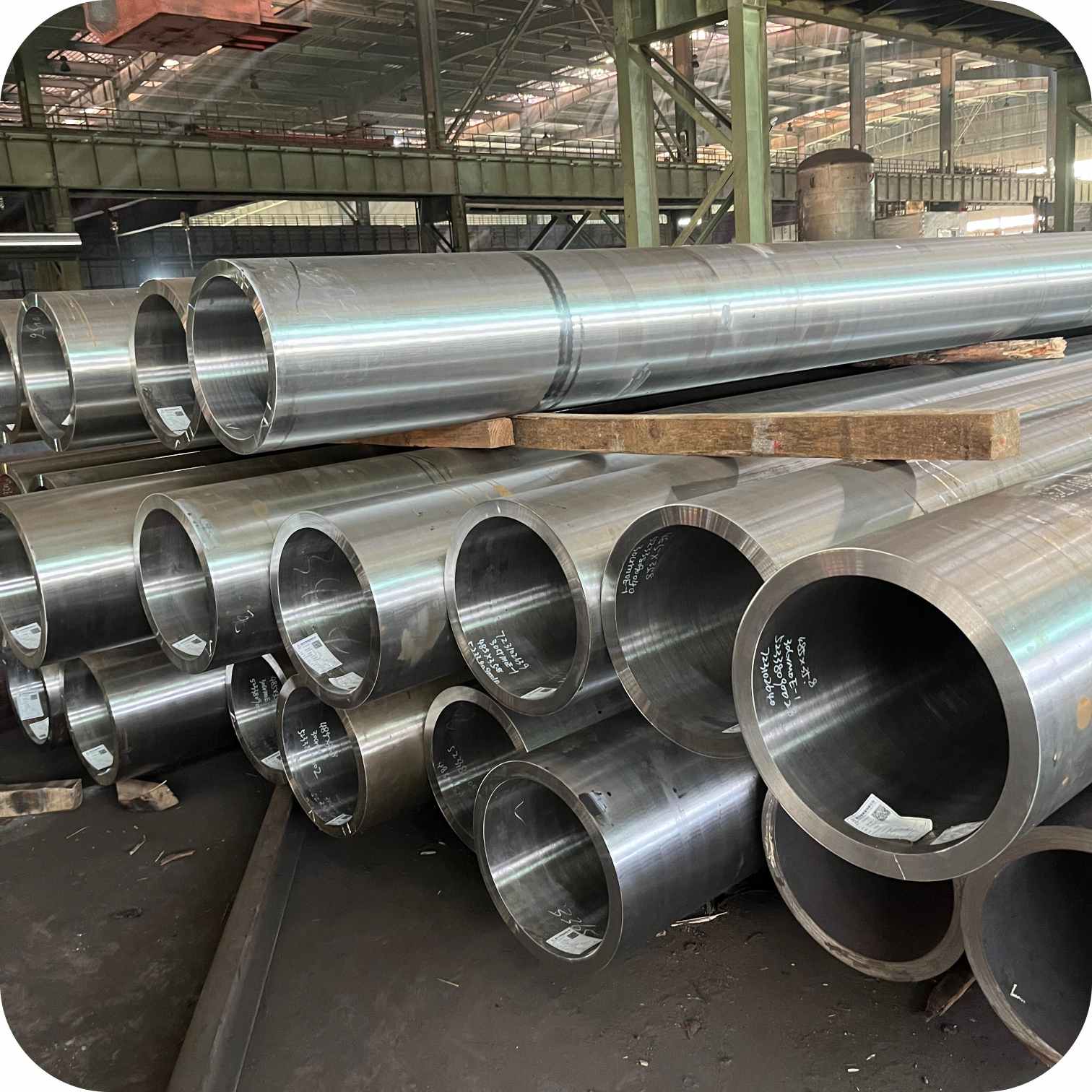
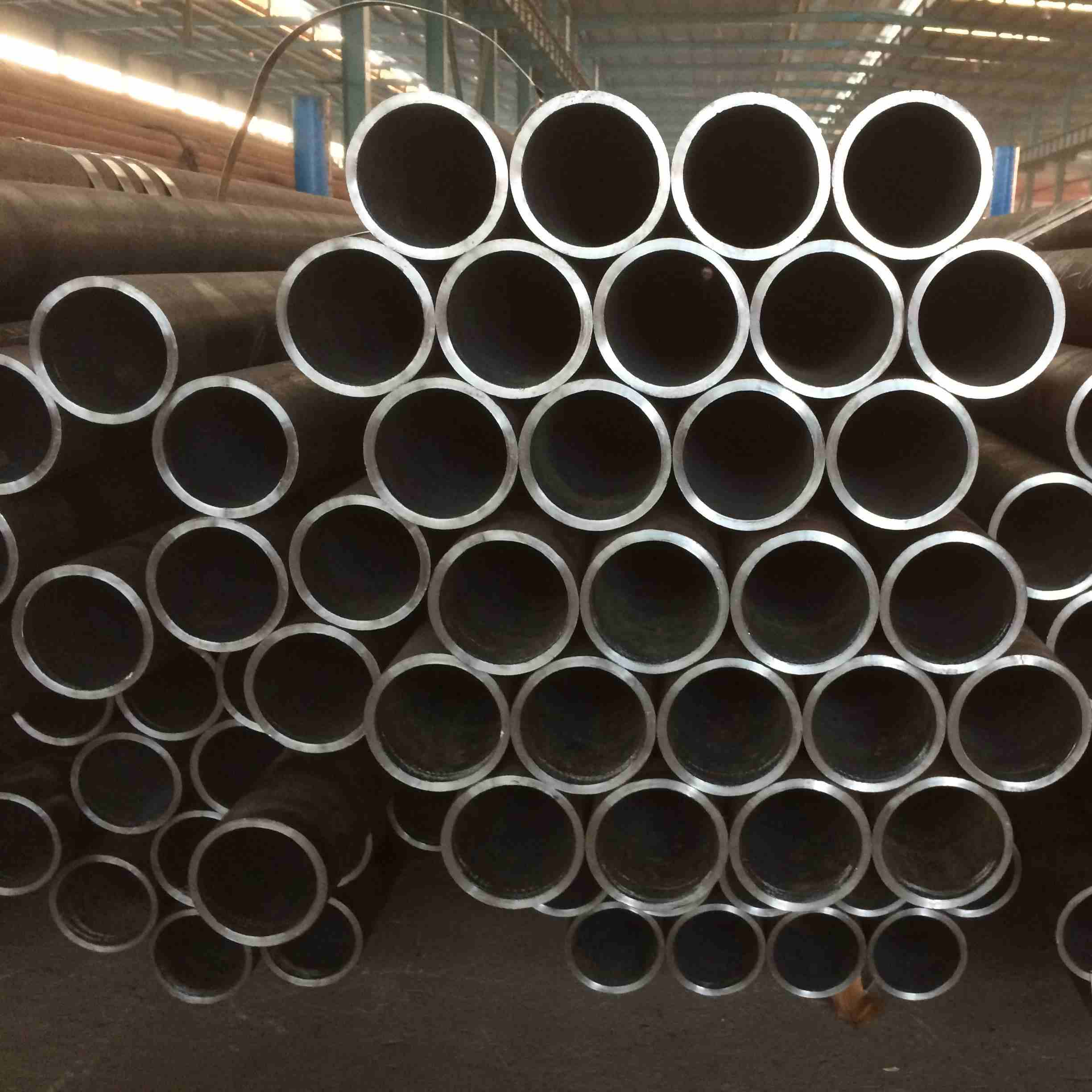
16Mo3 属于低合金耐热钢,专为高温高压环境设计,符合 EN 10216-2:2013 标准。其命名源于碳(C)和钼(Mo)的含量 —— 碳含量约 0.16%,钼含量约 0.3%,通过钼元素强化晶界,显著提升材料的抗蠕变性和热强性,长期服役温度可达 500℃,短期耐受温度高达 550℃。这种合金材质兼具高强度与良好的焊接性,是制造高压锅炉、压力容器及热力管道的理想选择。

二、执行标准及生产制造工艺流程和热处理工艺
(一)执行标准:严格遵循《EN 10216-2-2013 压力用无缝钢管标准规范》,对化学成分、力学性能、尺寸精度等进行全面管控,确保管材在高温高压下的可靠性。
(二)生产工艺流程
- 坯料准备:选用优质合金钢锭,通过真空脱气工艺降低氢含量至≤2ppm,减少白点缺陷。
- 穿孔轧制:采用斜轧穿孔技术形成毛管,再经连轧或冷轧工艺优化尺寸精度。
- 热处理:正火温度 890-950℃,回火温度 600-680℃,通过控制冷却速度获得均匀的铁素体 + 珠光体组织,提升综合力学性能。
- 无损检测:按 EN 10160 标准进行超声波探伤,确保内部无裂纹等缺陷。
三、欧标高压合金无缝钢管 16Mo3 材质详细化学成分组成列表
| 元素 | C(碳) | Si(硅) | Mn(锰) | P(磷) | S(硫) | Cr(铬) | Ni(镍) | Al(铝) | Mo(钼) | Cu(铜) |
|---|---|---|---|---|---|---|---|---|---|---|
| 含量(%) | 0.12-0.20 | ≤0.35 | 0.40-0.90 | ≤0.025 | ≤0.010 | ≤0.30 | ≤0.30 | ≤0.040 | 0.25-0.35 | ≤0.30 |
| 数据来源:《EN 10216-2-2013 压力用无缝钢管标准规范》 | ||||||||||
四、欧洲标准 16Mo3 材质高压合金无缝钢管力学性能要求及解析
| 项目 | 指标要求 | 解析要点 |
|---|---|---|
| 抗拉强度(Rm) | 450-600 MPa | 确保管材在高温高压下抵抗断裂的能力,满足复杂工况下的结构稳定性需求。 |
| 屈服强度(ReH) | 260-280 MPa(壁厚不同强度也不同) | 材料开始塑性变形的临界应力,直接影响管材的承载能力和安全性。 |
| 断后伸长率(A) | ≥22% | 反映材料的塑性变形能力,良好的延展性可避免应力集中导致的脆性断裂。 |
| 冲击试验(KV2) | 常温 L≥40J, T≥27J | 衡量材料在冲击载荷下的韧性,低温环境下的高冲击功可减少冷脆风险。 |
| 高温性能 | 500℃抗拉强度≥146MPa,抗蠕变性能稳定 | 确保在 550℃长期服役条件下,管材仍能保持高强度和抗变形能力。 |
五、主要应用领域及具体的应用案例分析
1. 电力行业
- 应用场景:超临界电站锅炉过热器、再热器管屏,核电站辅助管道系统。
- 案例:某欧洲发电厂采用 16Mo3 无缝钢管制造 500℃高温蒸汽管道,运行十年无明显蠕变变形,使用寿命较传统碳钢提升 30%。
2. 石油化工
- 应用场景:加氢反应器、裂解炉管、高压油气输送管道。
- 案例:某跨国化工企业在中东项目中,使用 16Mo3 管材制造耐 H₂S 腐蚀的高温反应釜,成功耐受 32MPa 压力和 500℃工况,保障生产连续性。
3. 工业锅炉
- 应用场景:工业锅炉汽包、热交换器。
- 案例:国内某锅炉厂采用 16Mo3 无缝钢管替代传统碳钢,使低压锅炉寿命从 8 年延长至 12 年,同时降低了维护成本。
六、权威认证及采购注意事项
权威认证
- 欧盟认证:CE 认证(符合 EN 10216-2 标准)、PED 认证(承压设备指令)。
- 国际认证:ISO 9001 质量管理体系认证、九国船级社认证(如 DNV、ABS)。
采购注意事项
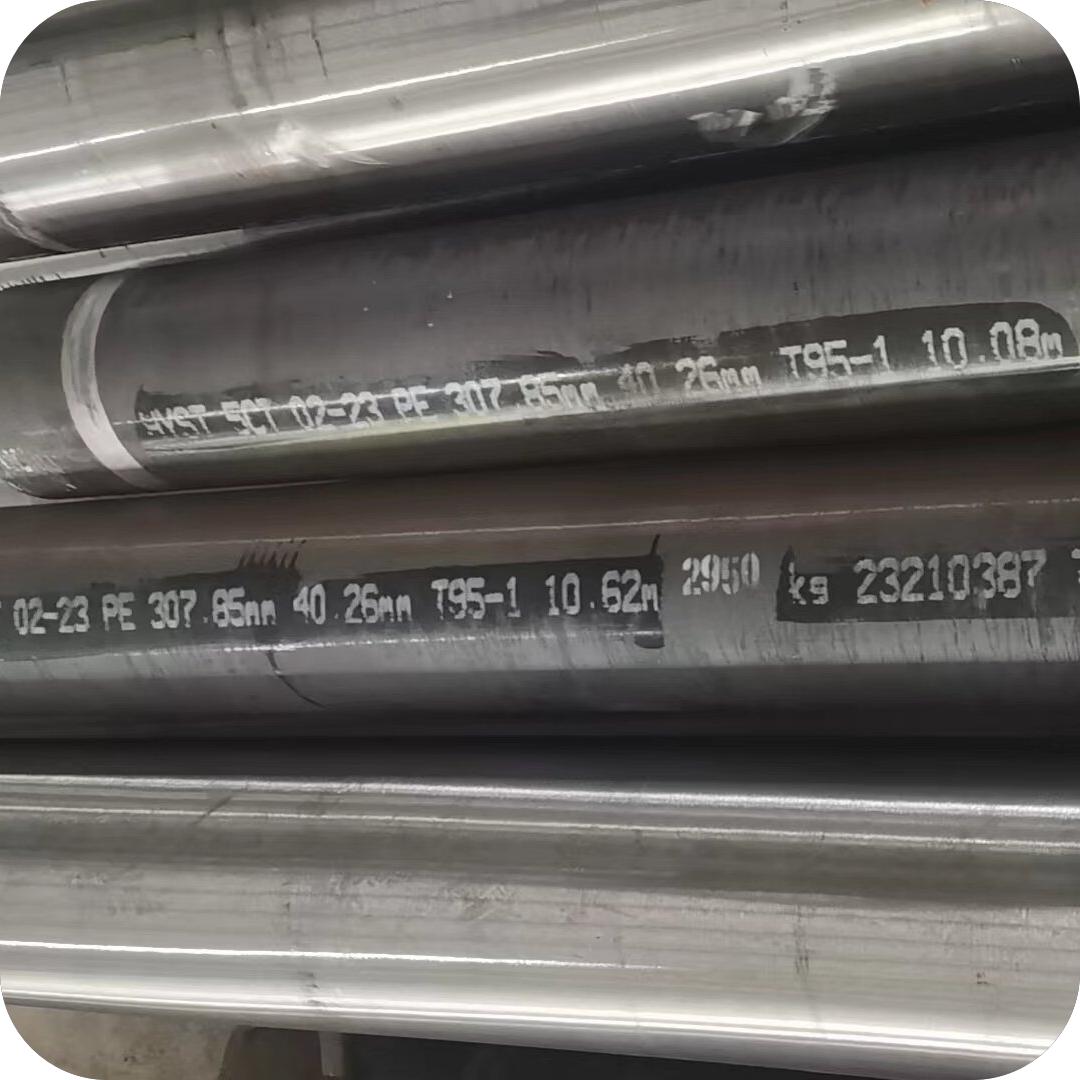
- 材质验证:要求供应商提供 EN 10216-2-2013 标准的化学成分分析报告和力学性能测试报告。
- 表面质量:检查管材表面是否有裂纹、划痕,确保粗糙度符合 EN 10216-2 要求。
- 尺寸精度:重点核对壁厚公差(±10%)和外径偏差(±1%),避免安装误差。
- 焊接工艺:要求供应商提供焊接工艺评定报告,预热温度需控制在 150-200℃,焊后保温 30 分钟以减少应力。
七、结束语
专业铸就品质,服务创造价值—— 作为 EN 10216-2 标准的严格践行者,我们始终以国际领先的生产工艺和质量管控体系,为客户提供通过 CE、PED 认证的 16Mo3 高压合金无缝钢管。
- 质量保障:从真空脱气到无损检测,全程 32 道工序严格把控,确保每一支管材都符合《EN 10216-2-2013》标准。
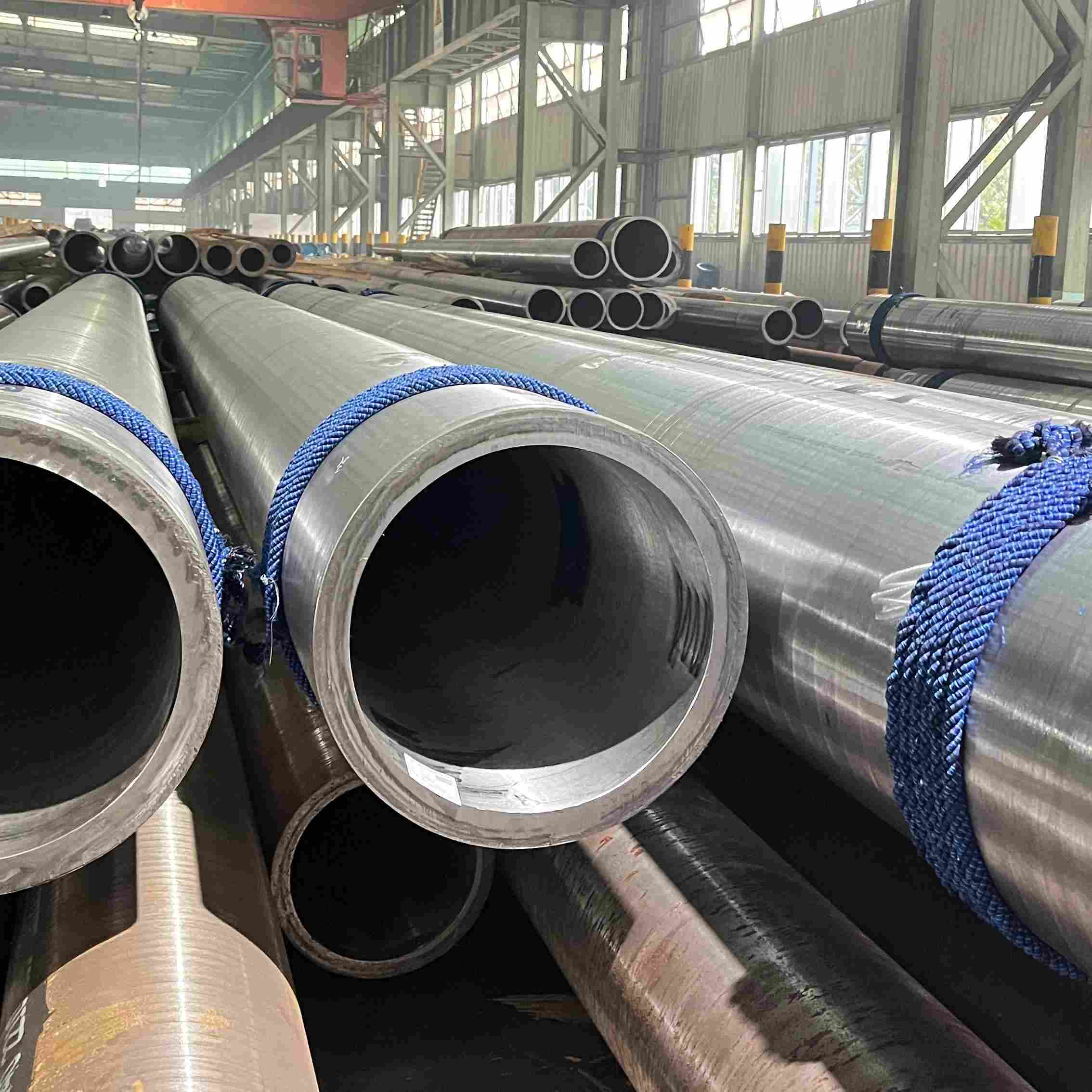
- 规格齐全:外径 φ60-φ762mm,壁厚 4-120mm,支持定制特殊尺寸和交货状态(正火、正火 + 回火)。
- 技术支持:由资深材料工程师提供焊接工艺指导和高温工况选材建议,助力客户优化设计方案。
- 全球服务:7×24 小时响应机制,覆盖欧洲、亚洲、美洲的物流网络,确保快速交付。

Mail/邮箱:19958727687@126.com
Address/地址:湖南省衡阳市蒸湘区衡钢集团钢管深加工产业集聚区
扫一扫
加微信
